
短信码登录
密码登录
获取短信验证码
获取短信验证码
2023-10-31
作者:孙书强
来源:《装备技术》
(版权归原作者或机构所有)
某公司有四台小3.8m×13m水泥球磨机,均配用重庆齿轮箱有限责任公司生产的JS130减速机,一期两台2004年5月投入使用,二期两台2008年5月投入使用,四台减速机在使用过程中发生过多次严重故障。在检修过程中,该公司通过不断摸索和总结,找出了设备发生故障的真正原因,总结出了设备故障的维修方法和维护要点。经过近四年的运行实践,取得了较好效果,保证了设备的正常运行。
一、使用中出现的问题
减速机在运行过程中振动较大,内部有异常响声,轴承温度明显上升,导致主机跳停。
二、原因分析
该公司球磨机传动装置采用中心传动形式,配套的JS130减速机采用中心传动、功率双分流、扭力轴均载、两级减速对称布置的结构形式(见图1)。由于球磨机磨内装载研磨体属于偏心负载,运行过程中冲击和振亏大,在这种负载的作用下,在长时间的运转过程中,掘机输入级大齿轮的轮毂与其空心轴的连接螺栓慢慢出现了轻微松动(见图2),导致轮毂与其空心轴之间的定位销子承受反复的剪切力,出现疲劳断裂。疲劳断裂首先发生在一侧输入级大齿轮上,由于两侧齿轮同步变化,进而引发另一侧输入级大齿轮负载增大,引起该侧轴承温度急剧上升,导致主机跳停。
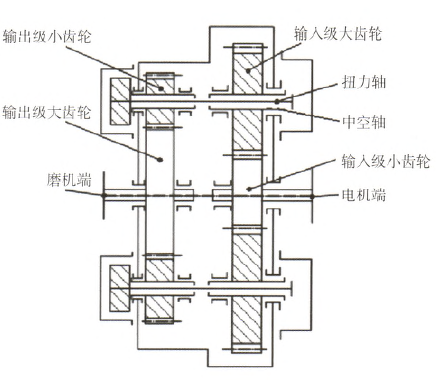
图1 JS130减速机结构示意图
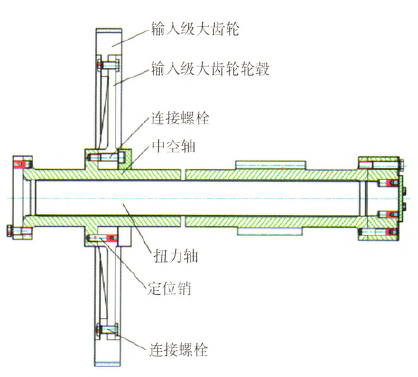
图2 JS130减速机输入级大齿轮装配示意图
三、处理措施
检修时参照图2按如下方法和步骤进行:
(1)拆除输入级大齿轮,做好原装配位置标记(含销子装配位置)
(2)拆除螺栓和销子,解体输入级大齿轮轮毂与空心轴。
(3)清洗修平大齿轮轮毂与空心轴之间的接合面,该步骤非常关键,务必做好清洗修平工作。
(4)用两个原位置的销子对称定位并用螺栓锁紧,测量大齿轮轮毂与空心轴之间的间隙≯0.05mm。
(5)测量原销孔磨损尺寸,经测量需铰Φ42mm的孔。
(6)铰孔、配销:销子用42CrMo或40Cr材质,调质到硬度HRC30~35,销子直径比销孔直径过盈0.02mm,要求销孔、销子表面均匀光洁,粗糙度1.61μm。
(7)烘烤螺栓孔,清洗螺栓孔和销孔。先拧紧螺栓,然后装新销子,复查大齿轮轮毂与空心轴之间的间隙≯ 0.05mm。
(8)松掉螺栓,用止退胶均匀涂抹螺栓螺纹部分,螺栓为12.9级圆头内六角螺栓M36mm×150mm,其对应锁紧扭矩值为2940N·m。螺栓先用内六角扳手拧紧至拧不动为止,然后用扭力扳手紧固,扳手力矩按500N·m、 1000N·m、1500N·m、2000N·m、2500N·m、2940N·m逐次增加的顺序,将螺栓对角交叉拧紧。
(9)退出原两根定位销子和螺栓,按照其他销孔尺寸铰孔、配销、清洗、安装、紧固。
四、效果
回装修复后的输入级大齿轮,按正常负载试机,振动值符合要求,减速机内部无异常声响,各轴承温度均正常。
五、维护要点
(1)有计划地定期检查输人级大齿轮空心轴与其轮毂,保证其接合面间隙<0.05mm。
(2)定期复紧箱体内所有螺栓和地脚螺栓。
(3)定期检查箱体内各供油管道连接处,不得漏油。
(4)勤洗过滤器,确保润滑油流量充分,油泵压力<0.5MPa,供油压力保持在0.25~0.33MPa之间。
(5)定期检查油质。
(6)做好设备运行记录。在记录各测温点温度的同时,记录油箱油温、供油油温、油泵压力和供油压力,为判断后期的设备运行情况提供可靠的技术数据。
六、结语
多年的检修和维护经验表明:只要严格按照确定的维护要点对这种减速机进行定期维护和检查,就能及时发现问题、消除隐患,避免重大设备事故的发生,为公司的生产提供有力保障。
