
短信码登录
密码登录
获取短信验证码
获取短信验证码
2023-08-10
1 引言
天铁热轧生产线粗轧机采用双向可逆式轧制,在板坯轧制过程中,由于辊系、平衡机构及各种衬板间隙的原因,尤其在轧制速度较快的情况下,导致主传动万向接轴晃动大,十字万向节频繁损坏。
万向接轴的正常与否严重影响着生产的稳定性,因此,解决接轴晃动问题,提高十字万向节的使用寿命,是保证整个轧机主传动系统稳定运行的关键,是有效节约成本,减少故障时间,保障连续生产的重中之重。
2 主传动结构及故障原因
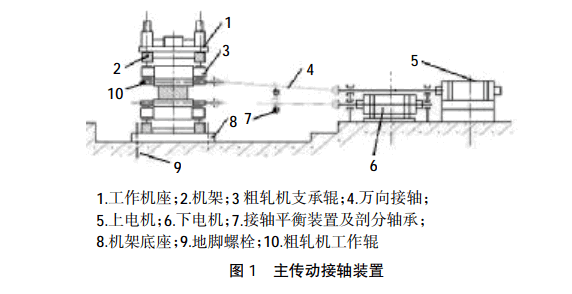
主传动万向接轴装置应用于四辊粗轧机主传动系统,安装于主电机到粗轧机工作辊之间,其作用是将电机的转动和力矩传递给轧辊。上、下万向接轴的中间轴上各设置了一处平衡点,平衡装置使上、下万向接轴位置变动时处于平衡状态。
当工作辊开口度变化时,保证轧钢设备的正常工作。接轴平衡支承为SWP型轴承座式剖分式滚子轴承、上接轴平衡是由放置在平衡座上的上平衡缸通过杠杆及两托板和轴承座进行平衡。
下接轴平衡是由通过放在平衡座上的下平衡缸直接顶住下轴承座底部的支撑垫进行平衡。万向接轴由两个十字万向节组成,以实现不同轴线折角的等速运转传递转矩。
万向接轴由两套组合使用,结构相同,但轴线倾角有一定差异,分别由辊端十字万向节、中间轴、电机轴端十字万向节3部分组成。这3部分的联接采用法兰端面键和18条 M72X4 螺栓把合装配,传递电机输出转矩进行钢板轧制。
万向接轴与轧机工作辊采用扁头轴与带有衬板的扁头孔联接,倾斜角变化时的伸缩在此扁头套内完成。万向接轴与上电机轴端法兰及下电机中间过渡轴法兰均采用端面键和 20 条 M72X4 螺栓把合装配、传递转矩。辊端十字万向节,电机轴端十字万向节采用 SWP 型剖分轴承座式十字万向节、轴承压盖采用专用高强度螺栓与法兰接头预应力装配(见图1)。
通过对主传动系统的介绍,主要从以下几方面探讨该故障的原因:
(1)工作辊扁头与万向节扁头孔间隙过大,造成扁头孔在轴向上对工作辊没有约束力,接轴转动过程中产生轴向力,造成电机转动不稳。
(2)工作辊或支撑辊间出现夹角,导致两辊轴承座相对扭动,受力不均,产生较大轴向力,轧制过程中,万向接轴随轧辊出现摆动现象或致使十字万向节轴承受力较大损坏。
(3)轧机辊系平衡系统或接轴平衡系统出现故障,导致接轴转动不稳,出现较大幅度的晃动。
(4)主电机润滑系统故障、剖分轴承故障、十字万向节轴承故障同样会导致接轴出现转动不平稳、周期性摆动现象。
3 分析及解决
(1)工作辊扁头与十字万向节扁头孔之间设计上虽有一定间隙,但该间隙值较小,两者的相对位移也较小,在接轴运行过程中基本看不出。
但当扁头与扁头孔间的磨损加大,间隙增加时,两者间就会发生较大的相对运动,接轴转动过程中就不会和轧辊中心线一致,从而产生一定的夹角,由于轧辊是固定在牌坊里的,这就导致接轴在转动过程中出现周期性的晃动。尤其在咬钢瞬间,较大的冲击使轧辊扁头与扁头孔迅速分离,两者间隙偏向一侧,加大了接轴的晃动。
在正常轧制过程中,轧制力增大,接轴传递扭矩增大,轧辊扁头与接轴十字万向节扁头孔基本不再发生相对运动,但由于两者较大间隙的存在,会使接轴在轧制过程中出现周期性的摆动。
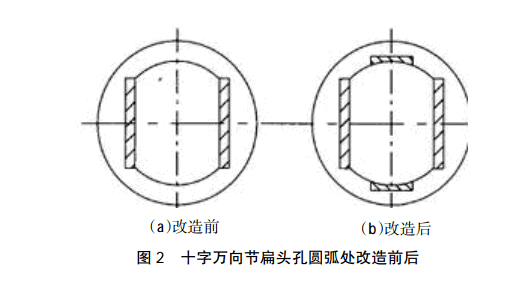
经过检修时的测量发现,除扁头孔内两侧衬板磨损严重超标以外,扁头孔内圆弧面也磨损严重,另外工作辊扁头尺寸也磨损超标。为改善这一缺陷,对接轴十字万向节做出以下改造:
十字万向节扁头孔两侧衬板可以通过更换新衬板来保证其设计尺寸,但万向节圆弧面是整体结构,只能进行堆焊,再加工来保证其设计尺寸,维修难度大,加工工艺复杂,成本较大,且不能保证维修后十字包的使用寿命。因此,决定对万向节圆弧处增加一圆弧衬板(见图2),可以通过更换衬板的方式来保证其圆弧面的尺寸,从而有效保证了接轴扁头孔与轧辊扁头的间隙在设计范围内。
(2)工作辊与支撑辊产生夹角的原因是多个方面的:
轧机牌坊工作辊衬板或支撑辊衬板磨损不均匀,尺寸偏差过大,不对称磨损导致整个辊系中心线不在同一平面上;压下系统两侧压下量不同或 AGC 油缸调整错误,导致轧辊辊缝不一致,两侧轧制力和水平分力也不一样;来料板坯温度不均匀,出现横向温度差,导致两侧轧制力不同,造成轧辊出现交叉现象,对万向接轴产生轴向力;侧导板?现偏差,导致板坯出现偏移,轧制过程中工作辊两侧轧制力不同,导致轧制力产生轴向分力;支撑辊下阶梯垫不平,导致整个辊系处于倾斜状态,轧制过程中产生轴向力,对十字万向节轴承有较大损害。
为避免上述几个原因的产生,对工作辊、支撑辊衬板窗口尺寸定期测量,定期更换来保证尺寸精度,对轧机牌坊本体进行?光修复,保证本体的尺寸精度;及时调整压下系统偏差;精确控制调整加热炉烧钢温度,保证板坯加热均匀;侧导板开口度定期测量,保证其对中效果;定期检查清理更换下阶梯垫,保证下支撑辊的水平。
(3)工作辊平衡液压缸自位杆工作不正常,导致工作辊有轴向窜动时不能有效回位,使工作辊在轴向位置上不能到达原始位置,从而产生很大的轴向力,对接轴十字万向节损坏加大;工作辊平衡液压缸存在内泄现象,导致工作辊不平或与支撑辊贴合不上,致使接轴转动过程中出现晃动;主传动接轴平衡力偏差较大,导致接轴上下浮动,转动过程中出现晃动动较大的现象。
对工作辊平衡液压缸的自位杆进行定期检查,发现磨损严重或不能自动复位的现象要及时更换,保证工作辊平衡缸在水平方向上约束住工作辊;定期检测工作辊平衡液压缸两腔压力,发现问题及时更换油缸活塞密封,保证工作辊平衡液压缸在垂直方向上约束住工作辊;定时合理调整接轴平衡压力,保证接轴平衡点处于正确的位置。
(4)主电机润滑系统出现故障,顶起压力不足或过大,润滑不到位,使电机传动轴摩擦力较大或瞬间卡顿;剖分轴承磨损严重,转动过程中出现瞬间卡顿导致接轴转动不平稳,使十字万向节轴承受力较大;主传动接轴十字万向节轴承润滑不到位,导致轴承磨损严重而损坏,这些故障都加剧了十字万向节的损坏。
对主电机润滑站的油品定期检测,对主电机各润滑点处轴瓦定期做油膜顶起高度的检测工作,保证顶起高度在正常范围内;严格规范接轴剖分轴承润滑制度,给剖分轴承增加在线温度监测点,有效保证了剖分轴承的正常运转;对十字万向节轴承建立合理的润滑制度,保证轴承的润滑。
4 结束语
粗轧机主传动接轴十字万向节扁头孔改造之后,通过定期对扁头孔及扁头尺寸进行测量,及时更换衬板;对轧机窗口尺寸及各衬板尺寸的及时测量、更换;对轧机平衡系统的定期检测与检修,及轴承润滑制度的改进之后,基本消除了因各类原因引起的接轴晃动故障,延长了万向接轴的使用寿命,降低了成本,保证了设备的正常运行。
(来源于:天津冶金,版权归原作者或机构所有)
